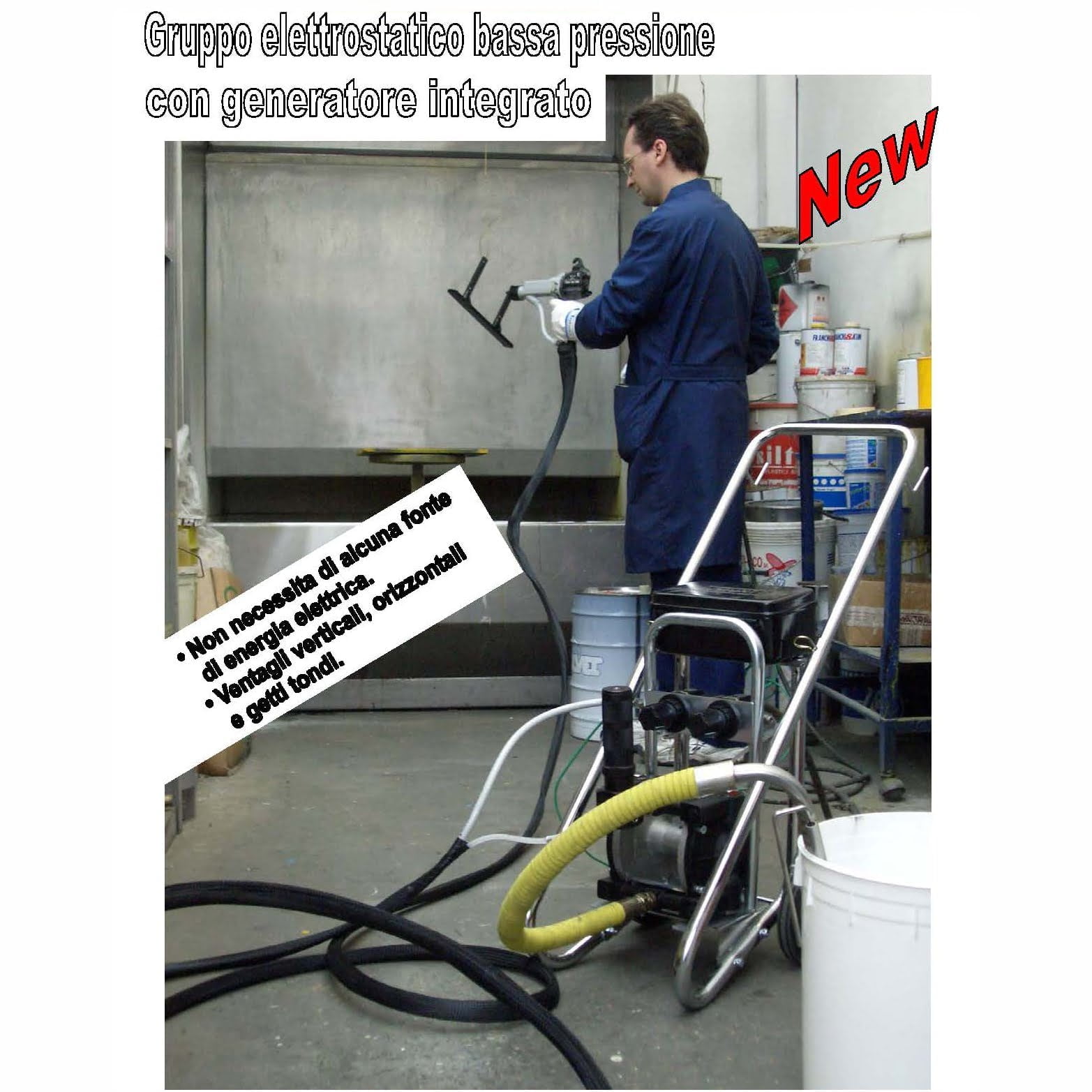
Gruppo elettrostatico pneumatico con generatore integrato a bassa pressione per prodotti a solvente completo di pistola e pompa Boxer.
La verniciatura elettrostatica a liquido rappresenta la soluzione ideale a molti problemi riscontrabili nella verniciatura tradizionale. In particolare, con tale tecnologia, è possibile eliminare problemi quali l’effetto buccia d’arancia (orange peel) e le colature così come è possibile ottenere notevoli risparmi nei consumi di vernici, una diminuzione significativa dell’over spray con conseguente risparmio sui filtri degli impianti di estrazione e soprattutto una qualità delle verniciature di più alta qualità.
Ma quali sono le differenze tra una verniciatura tradizionale a spruzzo ed una verniciatura elettrostatica? Per meglio comprendere le differenze è necessario sapere che ogni oggetto da verniciare è dotato di una propria carica elettrostatica. Tale carica elettrostatica si concentra negli spigoli e negli angoli degli oggetti ed è minore nelle superfici regolari . Tale fenomeno è dovuto agli effetti della gabbia di Faraday.
Nella verniciatura a spruzzo tradizionale nei punti con maggior carica si andrà a depositare maggior vernice creando problemi di colature e di orange peel. Di conseguenza, anche lo spessore della vernice sarà maggiore in prossimità degli angoli e degli spigoli ed inferiore nelle superfici regolari. Il principio su cui si basa la verniciatura elettrostatica è quello secondo il quale “cariche elettrostatiche di segno opposto si attraggono e cariche elettrostatiche di segno uguale si respingono”. Se particelle di vernice vengono caricate tramite elettrodi di cariche elettriche negative mentre l’oggetto da verniciare viene caricato (semplicemente con una messa a terra) di cariche elettriche positive.
L’oggetto da verniciare caricato di cariche positive attrarrà le particelle di vernice caricate di cariche negative. Una volta che la vernice si depositerà sulla parte più vicina ( angoli e spigoli) la carica elettrostatica in quei punti diminuisce e le particelle di vernice si andranno a depositare dove ancora invece insiste una differenza di carica maggiore. L’effetto sarà quello di avere uno spessore del prodotto verniciante omogeneo garantendo una qualità della verniciatura elevata. Per lo stesso fenomeno si ridurranno sensibilmente le colature e le imperfezioni orange peel. Ulteriore beneficio è quello che, depositandosi sull’oggetto maggior quantità di vernice si riduce sensibilmente ( 20%- 30%) la quantità di vernice necessaria ad ottenere lo stesso risultato con una verniciatura a spruzzo tradizionale. Di conseguenza, anche i valori over spray saranno sensibilmente più bassi con grandi benefici per l’ambiente e con un risparmio dei filtri degli impianti di estrazione e purificazione dell’aria.

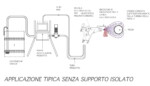
Utilizzando una vernice idrosolubile, con un grado di resistività quasi nullo, è necessario isolare totalmente il sistema di alimentazione per garantire un buon effetto elettrostatico. Vengono perciò proposti piccoli armadi isolati, con o senza ruote, per applicazioni di piccole entità oppure impianti con centrali di alimentazione su banchi isolati protetti da recinzione di protezione; entrambi esenti da usura e manutenzioni.
I vantaggi della verniciatura elettrostatica tramite pistole elettrostatiche a polvere e a liquido:
- Risparmio di vernice dell’ordine del 30-60% circa.
- Risultato di qualità.
- Risparmio di mano d’opera.
- Strato di vernice uniforme, assenza di colature e di effetti buccia d’arancia:
- Penetrazione della vernice anche nei punti più difficili.
- •Buona resistenza alla corrosione.
- •Contenuto impatto ambientale.
Utilizzando vernici idrosolubili, ai predetti vantaggi si aggiunge anche quello di vedere ridotti i costi dello smaltimento delle sostanze nocive; l’utilizzo della tecnologia elettrostatica, oltre a razionalizzare i consumi di vernice, consente alle industrie di automatizzare i procedimenti, a beneficio della produttività e qualità.
Si calcola che con un impianto elettrostatico si abbia un risparmio di vernice da un 20% fino a un 50-60%.
Rapporto di compressione: 1:1
Pressione MAX: 8 bar
Voltaggio: fino a 100 kV
Pressione aria MAX in ingresso: 8 bar
Portata MAX: 24 l/m